
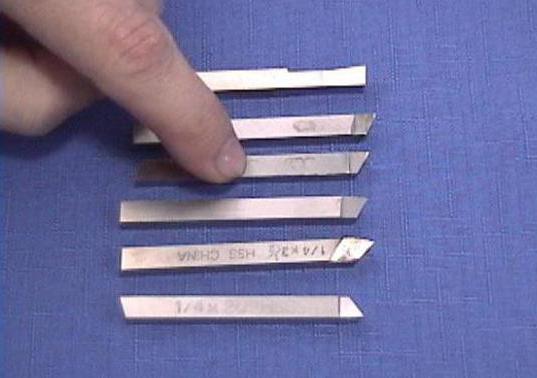
Умовно будь-різець для токарного верстата по металу представлений двома елементами: головкою і державкою.
Головка — це виконуюча частина, що складається з ряду площин і ріжучих кромок з певним кутом. В залежності від необхідного виду заточування різця задається певний кут.
Державка відповідає за фіксацію різця у тримачі токарного пристрою. Вона має квадратну або прямокутну форму. Існує ряд стандартних розмірів перерізів кожної форми.
Різновиди конструкції
Існують наступні види різців для токарного верстата по металу:
- Прямі. Державка і головка розташовані на одній чи паралельних осях.
- Вигнуті. Державка має зігнуту форму при погляді на неї збоку.
- Відігнуті. Голівка зігнута до державки при погляді зверху.
- Відтягнуті. Ширина державки більше, ніж у головки. Головка розташовується на одній осі з державкою або ж зміщена по відношенню до неї.

Якщо спиратися на загальновідому класифікацію пристроїв відповідно до ГОСТ, то вони поділяються на такі види:
- Володіють ріжучою кромкою на основі легованої сталі. Інструмент монолітний. Він може бути виготовлений з інструментального виду сталі. В даний час до його використання вдаються вкрай рідко.
- Начинені напайками із твердих сплавів. Крайка-пластина припаяна до голівці. Це найбільш часто зустрічається вид.
- Пластини з твердих сплавів, фіксуються за допомогою механічного способу. Ріжуча пластина закріплена на голівці за допомогою гвинтів і притисків. За основу змінних різців беруться метал і металокераміка. Це самий рідкісний вид.
Класифікація за напрямом подає руху
- Ліва модель подається зліва при взятті в ліву руку. Головна робоча кромка розташована над великим пальцем.
- Права модель, відповідно, подається праворуч. Головна робоча кромка знаходиться під великим пальцем. У практиці вона зустрічається частіше.
Способи установки приспосбления
Різець для токарного верстата по металу може відрізнятися за способом установки відносно поверхні для обробки:
- Радіальний вигляд. При обробленні різець приймає прямий кут до осі заготовки для обробки. Такий спосіб широко застосовується у промислових підприємствах. Різець має уніфіковану конструкцію кріплення на верстатах. Він також має більш зручним вибором геометричних положень ріжучої частини.
- Тангенціальні. При обробленні різець розташовується до осі заготовки під кутом, відмінним від прямого. Володіє більш складним способом кріплення і застосовується на токарних пристосування, що дозволяють проводити обробку високої чистоти.
Відмінність за методом обробки
Різці можна поділити і за способом обробки:
- чистовий;
- чорновий;
- напівчистовій;
- для робіт, вироблених з особливою тонкістю.
На нерівність оброблюваної деталі впливає радіус заокругленості верхівки пристосування. Гладка поверхня досягається при використанні різця, заточеного під великим радіусом.
Види токарних різців
Різець для токарного верстата по металу має безліч видів. Найпоширенішими є:
- Прохідний. Він створює контури деталі при обертанні, а також забезпечує обточування, підрізування при подачі в поперечному і поздовжньому напрямку.
- Розточний вигляд створює різноманітні пази, поглиблення і отвори. Може виконати наскрізні отвори.
- Підрізна модель застосовується лише для поперечного напрямку подачі для обточування деталей, що володіють ступінчастою формою і торцевих.
- Відрізний. Його подача здійснюється в поперечному напрямку по відношенню до осі обертання. Він виробляє пази і канавки навколо деталі, застосовується для відділення готового виробу.
- Різьбовий. Нарізає різьбу будь-якого виду на деталях з будь-якою формою перерізу. Цей вид може бути зігнутим, прямим або круглим.
- Фасонний. Він виробляє точіння деталі складної конструкції, може вийняти різні фаски зсередини і зовні.
Набір різців для токарного верстата по металу можна придбати в спеціалізованих магазинах або замовити через Інтернет.

Основа різців
Матеріали, з яких виготовляються пристосування, поділяються на три категорії:
- Перша призначена для ріжучих пристосувань, використовуваних при низькій швидкості. Це інструментальні або ж вуглецеві метали з показником твердості загартування 60-64. При підвищенні температури різця для токарного інструменту вище 200-240 градусів якість його різання помітно знижується, тому на практиці їх застосовують нечасто. До цієї групи можна віднести пристосування на основі хромовольфрама, хромокремния і легованої сталі з рівнем стійкості до температурі до 300 градусів.
- Друга категорія різців застосовується при високому рівні обертання головки токарного верстата. Основу таких пристроїв становить сталь з високою категорією нарізування Р12 Р9 або Р9К5Ф2. Після гарту матеріал твердне до показника 62-65 і зберігає всі свої властивості при температурі 650 градусів. Не підлягає протирання тривалий час.
- Третю категорію складають різці на основі металокераміки. Це твердосплавні пристосування, які функціонують при високій швидкості верстата і витримують температуру нагрівання до 1000 градусів. Чавунні і деякі деталі з кольорових сплавів точать пристроями на основі вольфрамокобальта (ВК6 для чистового і получистового виконання, ВК8 для первинного оброблення). Сталь обточується твердим сплавом титановольфрамокобальтом Т15К6. При цьому проводиться чистий обробка.
Пристосування для настільних токарних верстатів
Різці для настільного токарного верстата по металу володіють малим перетином 8 х 8 та 10 х 10 мм. Вони застосовуються для оброблення деталей малих розмірів.

Різці у формі змінних пластин
Різець для токарного верстата по металу категорії Т5 К10 використовується для первинної і переривчастої обточування. На основі кубічного нітриду бору робляться змінні пластини для оброблення металів, що відрізняються особливою твердістю, в тому числі і чавуну. Кольорові метали обтачиваются допомогою полікристалічного алмазу.
Пластини можуть бути змінними. Вони вставляються в державку. Деякі моделі містять стружколомамі, відмінно дроблять стружку при невисокій подачі і поверхневої обточуванні. Такого роду пластини застосовуються при высокочистовой різання нержавіючої сталі і інших видів сталі.
Заточування різців
Будь-які види різців, крім змінних пластин, час від часу підлягають загостренню. Заточення різців для токарного верстата по металу забезпечує досягнення необхідних величин кутів і форми. У промислових умовах вона здійснюється на спеціалізованих агрегатах.
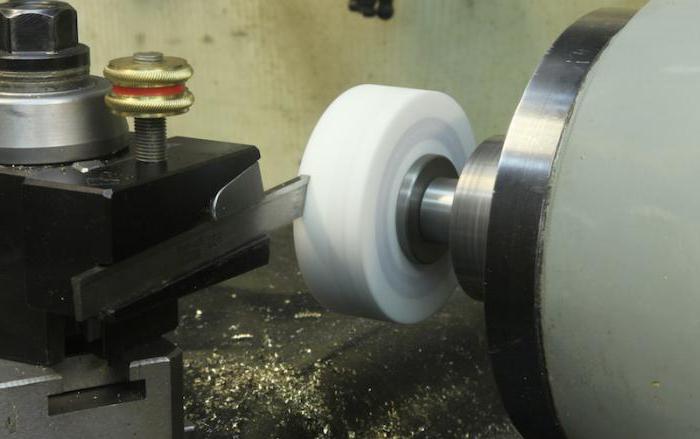
Процес цей у домашніх умовах можна здійснити за допомогою хімічних реактивів і кіл для шліфування. Ручне заточування по рівню якості поступається промислової. Головне тут — правильна добірка шліфувального круга.
Для заточування різців з твердих сплавів береться коло з зеленого карборунда. Токарні різці з вуглецевих матеріалів заточують колами з корунду.
Загострювання рекомендовано виконувати за допомогою охолодження (рівномірна подача холодної води на місце контакту круга з оброблюваним різцем). Можна здійснювати і суху заточку, але після цього деталь не слід опускати в холодну воду, так як вона може тріснути.
Стандартна схема процесу загострювання
В першу чергу обробці підлягає основна задня грань, потім задня допоміжна і тільки потім передня частина. В самому кінці процесу обробляється вершина пристосування (радіус закруглення). Заточуваний різець слід постійно пересувати на поверхні кола для шліфування і злегка притискати до образиву.
Обов’язкова складова процесу — це доведення різця, а точніше ріжучих граней (ділянок біля кромки, ширина яких досягає 4 мм).
Пристрої з твердих сплавів заточують за допомогою брусків з міді, які змащуються спеціальним складом у вигляді пасти або ж сумішшю гасу та карбіду бору.
Інші види різців заточують районом з низьким видом абразивності, змоченим машинним маслом або керосином.
Виготовлення саморобних різців
Можна виготовити і саморобні різці для токарного верстата по металу. За основу таких пристроїв беруться непотрібні зламані свердла.

Центрування на основі свердел не ламаються. Особливо вони підходять токарних верстатів старої модифікації. Вони підлягають багаторазової переточування. Термін їх служби досягає 30 років.
Саморобні різці для міні токарного верстата по металу виготовляються з сегменту пилки Геллера. Він ріжеться відрізним диском.

Як здійснити правильний вибір різця?
Вибираючи різець, необхідно взяти до уваги низку рекомендацій.
Визначте, з якого роду металом вам належить працювати, які операції з оброблення ви намічаєте і якою мірою навантаження при цьому випробує різець.
Вирішіть, що є головним — точність дотримання геометрії виробу або рівень обробки його поверхні. Залежно від цього підбирається різець відповідно до класифікуючими ознаками і геометричними пропорціями.
Позначте для себе, наскільки є важливим дотримання умови зносостійкості пристосування і як довго вона повинна залишатися незмінною.





