

“RFF” – може керувати окремими 3-ма драйверами крокових двигунів, так і готової платою з драйверами для 3-х осьових ЧПУ з LPT виходом.
Ця плата альтернатива старому комп’ютеру c LPT портом, на якому встановлений MACH3.
Якщо на комп’ютері G-код завантажується в програму MACH3, то тут вона читається “RFF” c SD карти.
1. Зовнішній вигляд плати
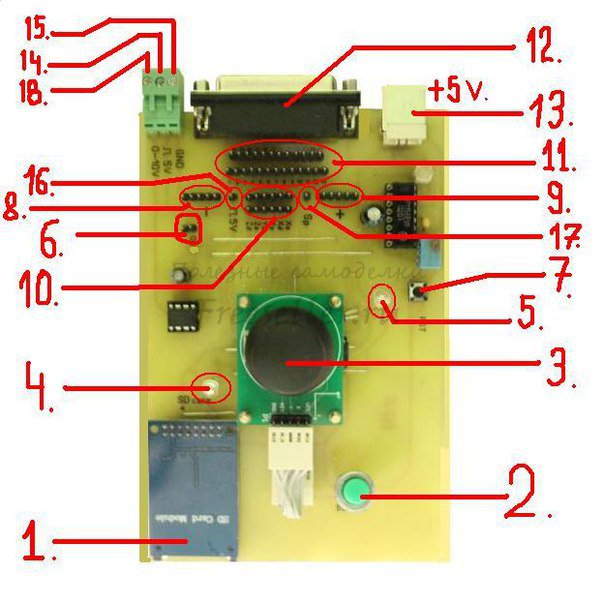
1 – СЛОТ для SD карти;
2 – кнопка пуск;
3 – джойстик ручного керування;
4 – світлодіод (для осей X і Y);
5 світлодіод (осі Z);
6 – висновки для кнопки включення шпинделя;
7 – кнопка RESET (перезавантаження);
8 – висновки низького рівня (-GND);
9 – висновки високого рівня (+5v);
10 – висновки на 3 осі (Xstep, Xdir, Ystep, Ydir, Zstep, Zdir) по 2 виведення на кожний;
11 висновки роз’єму LPT (25 пінів);
12 – LPT роз’єм (мама);
13 – USB роз’єм (тільки для живлення +5v);
14 і 16 – управління частотою шпинделя (ШІМ 5);
15 – GND (для шпинделя);
17 – висновок для ВКЛ і ВИКЛ шпинделя;
18 – управління частотою обертів шпинделя (аналог від 0 до 10).

При підключенні до готової платі з драйверами для 3-х осьового ЧПУ на якій є LPT вихід:
Встановіть перемички між 10 висновками і 11 Висновками.
8 і 9 висновки 11, якщо вони потрібні для драйверів виділені додаткові піни включення та відключення (немає певного стандарту тому це можуть бути будь-які комбінації, можна знайти в описі ,або методом тику:) -)
При підключенні до окремих драйверів з моторами:
Встановіть перемички між 10 висновками Step, Dir плати “RFF” і Step, Dir ваших драйверів. (не забудьте до драйверів і моторам подати живлення )
Увімкніть “RFF” в мережу. Загоряться два світлодіоди.
Вставте відформатовану SD карту ЛОТ 1. Натисніть на RESET. Зачекайте, поки загориться правий світлодіод. (Приблизно 5 сек) Витягніть SD карту.
На ній з’явиться текстовий файл з ім’ям “RFF”.
Відкрийте цей файл і введіть наступні змінні (Ось в такому вигляді й послідовності):
Приклад:
V=5
D=8
L=4.0
S=0
Dir X=0
Dir Y=1
Dir Z=1
F=600
H=1000
UP=0V – умовне значення від 0 до 10 початкової швидкості при розгоні (акселерації).
Якщо у вас фрезер, рекомендується – 3, лазер 10 (багато що залежить від плавності ходу по напрямних, потужності шаговиков, а також від кроку гвинта L. Чим менше L тим менше значення V).
Пояснення по командам
D – дроблення кроку, встановлене на драйверах моторів (на всіх трьох повинно бути однакова).
L – довжина проходження каретки (порталу), при одному обороті крокового двигуна в мм (на всіх трьох повинно бути однакова). Вставити замість фрези стрижень від ручки і вручну перейдіть мотор один повний оборот, ця лінія і буде значення L.
S – який сигнал включає шпиндель, якщо 0 означає – GND якщо 1 означає +5v (можна підібрати досвідченим шляхом).
Dir X, Dir Y, Dir Z, напрямок руху по осях, теж можна підібрати досвідченим шляхом, встановлюючи 0 або 1 (стане зрозуміло в ручному режимі).
F – швидкість при холостому ході (G0), якщо F=600, то швидкість 600мм/сек.
H – максимальна частота вашого шпинделя (потрібна для управління частотою шпинделя за допомогою ШІМ, припустимо якщо H=1000, а в G-коді прописано S1000 то на виході при такому значенні буде 5v, якщо S500 те 2.5 v і т. д., змінна S G-коді не повинна бути більше змінної H на SD.
Частота на цьому виводі близько 500 Гц.
UP – логіка управління драйверами КД, (немає стандарту, може бути як високим рівнем +5V, так і низьким -) встановіть 0 або 1. (у мене працює в будь-якому випадку. -)) )
Сам контролер
См. відео: плата упарвления з 3-х осьовим ЧПУ
2. Підготовка керуючої програми (G_CODE)
Плата розроблялася під ArtCam, тому Керуюча програма повинна бути з розширенням. TAP (не забудьте поставити в мм, а не у дюймах).
Збережені на SD карті файл з G-кодом повинен бути з ім’ям G_CODE.
Якщо у вас інше розширення, наприклад CNC, то відкрийте файл за допомогою блокнота і збережіть його в наступному вигляді G_CODE.TAP.
x, y, z G-коді повинні бути з великої літери, крапка повинна бути крапкою, а не комою і навіть ціле число повинне бути з 3-ма нулями після крапки.
Ось в такому вигляді:
X5.000Y34.400Z0.0203. Ручне управління
Ручне управління здійснюється за допомогою джойстика, якщо ви не ввели змінні у налаштуваннях зазначені у пункті 1, плата “RFF”
працювати не буде навіть в ручному режимі!!!
Для переходу в ручний режим необхідно натиснути на джойстик. Тепер спробуйте керувати ним. Якщо дивитися на плату зверху (1 СЛОТ внизу,
роз’єм 12 LPT нагорі).
Вперед Y+, тому Y-, вправо X+, ліворуч X, (при неправильному виконанні налаштуваннях Dir X, Dir Y, змініть значення на протилежне).
Натисніть на джойстик ще раз. Загориться 4 світлодіод, значить, ви перейшли на управління віссю Z. Джойстик вгору – шпиндель
повинен підніматися Z+, джойстик вниз – спускатися Z- (при неправильному виконанні налаштуваннях Dir Z поміняйте значення
на протилежне).
Опустіть шпиндель, щоб фреза доторкнулася до заготовки. Натисніть на кнопку 2 пуск, тепер це нульова точка звідси почнеться виконання G-коду.
4. Автономна робота (Виконання Різання за G-коду)
Натисніть на кнопку 2 ще раз, з невеликим утриманням в натиснутому стані.
Після відпускання кнопки плата “RFF” почне керувати вашим ЧПУ верстатом.
5. Режим паузи
Короткочасно натисніть на кнопку 2 при роботі верстата, виконання різання припиниться і шпиндель підніметься на 5мм над заготівлею. Тепер можна управляти віссю Z як вгору так і вниз, не боятися навіть заглибитися в заготовку, так як після повторного натискання кнопки 2, різка продовжиться з призупиненого значення Z. В стані паузи доступно відключення і включення шпинделя кнопкою 6. Осями X і Y в режимі паузи керувати не вийде.
6. Екстрена зупинка роботи з виїздом шпинделя на нуль
Тривало утримуючи кнопку 2 при автономній роботі, шпиндель підніметься на 5 мм над заготівлею, не відпускайте кнопку, почнеться поперемінне миготіння 2-х світлодіодів, 4-го і 5-го, коли блимання припиниться, відпустіть кнопку і шпиндель переміститься на нульову точку. Повторне натиснення кнопки 2 призведе до виконання роботи з самого початку G-коду.
Підтримує такі команди, як G0, G1, F, S, M3, M6 для управління частотою обертання шпинделя є окремі висновки: ШІМ від 0 до 5 в і другий аналоговий від 0 до 10 ст.
Приймається формат команд:
X4.000Y50.005Z-0.100 M3 M6 F1000.0 S5000Рядки нумерувати не треба, прогалини ставити не треба, вказувати F і S тільки при зміні.
Невеликий приклад:
T1M6
G0Z5.000
G0X0.000Y0.000S50000M3
G0X17.608Y58.073Z5.000
G1Z-0.600F1000.0
G1X17.606Y58.132F1500.0
X17.599Y58.363
X17.597Y58.476
X17.603Y58.707
X17.605Y58.748
Демнострация роботи контролера RFF





