
:
Профільні труби часто використовуються в будівництві металоконструкцій, при створенні каркасів теплиць, виготовленні опор або щогл, що піддаються вібрації, при установці огорож. Труби виготовляються квадратного і прямокутного перерізу, іноді овального. Дізнайтеся, як зварювати профільну трубу, щоб виріб вийшов міцним, а шов красивим.
Що являє собою профільна труба
 Профільні труби
Профільні труби
Профільна труба є різновидом металопрокату, вона виготовляється за допомогою формування з круглої труби. Після деформації термічним способом знімається напруга металу. Матеріалом для виробу служить вуглецева сталь або нержавіюча сталь. Перетин труб коливається від 10?10 мм до 500?400 мм. Товщина їх стінок буває від 1 до 22 мм. Такі труби мають істотні переваги:
- Великий вибір розмірів дозволяє підібрати матеріал для будь-металоконструкції.
- Стандартні розміри полегшують стиків частин.
- Рівномірна товщина труби дозволяє виконати надійний шов.
- Гладка поверхню виробу.
- Вага труби менше, ніж суцільнометалевого прокату, конструкція з неї виходить легше.
Перед тим як зварювати профільну трубу, варто врахувати поради професіоналів з технології проведення роботи. Для зварювання сталевих труб застосовують відомі види зварювання: електродугове, газове, контактну і напівавтоматичну. Розглянемо докладно, як варити профільну трубу кожним з перерахованих способів.
Електрична дугова зварка

Простота застосування і якісний шов, а також можливість використовувати дугове зварювання для роботи у важкодоступних місцях, зробили це метод дуже затребуваним. Використання для виробів з товщиною стінки більше 4 мм вимагає підготовки крайки. Для роботи знадобиться зварювальний апарат, який можна взяти в оренду, якщо немає свого.
Профільну трубу зварюють різними способами: внапуск, встик, тавровым з’єднанням або під будь-яким кутом. Кваліфіковані зварники радять нижнє положення шва, але ви повинні орієнтуватися на власні умови, можна скористатися горизонтальним або вертикальним швом.
Для роботи знадобиться:
- зварювальний апарат;
- електроди;
- захисна маска і рукавички;
- пристосування для фіксації труб;
- наждачний папір та металева щітка.
Вибір електродів
 Електроди
Електроди
Якість з’єднання залежить від того, якими електродами варити профільну трубу. Електрод малого діаметра не забезпечить міцність шва, а надмірна товщина призведе до пропалювання труби. Відповідний електрод повинен підтримувати рівне горіння дуги і перешкоджати окислювальним процесам.
Профільні труби однакового діаметру зварюються неплавящимися електродами з використанням аргону в якості захисного газу.
Вибір діаметра електрода залежить від розміру стінок труби. Для тонкого металу до 2 мм, підійде електрод ? 1,5 мм, для більш товстого металу в 2-3 мм потрібно електрод ? 2 мм Для металу більш значної товщини ? 4-6 мм потрібно електрод ? 4 мм

 Зварювальний стіл монтажний
Зварювальний стіл монтажний
Деталі для зварювання фіксуються на спеціальному столі або виготовлених для цього пристосування. З них необхідно видалити бруд і мастильні матеріали. Виконується точкове прихватывание металу, для закріплення конструкції. Після вирівнювання виконується основний процес. Зварювальну дугу ведуть зі швидкістю, яка дозволяє кромок розплавитися, але метал не встигає потрапить всередину.
Немає загальної рекомендації, як правильно виконувати зварювання, оптимальна швидкість підбирається практичним шляхом.
Для тонкостінних труб зварювання проводиться в один прийом, для з’єднання товстого металу потрібно кілька проходів для приварювання всіх шарів. Оброблення крайок дозволяє виконати кілька швів і знизити напругу металу. На режим дугового зварювання впливає: сила струму, полярність, діаметр електрода, напруга, тип струму. Сила струму може коливатися від 20 до 90 ампер, вона розраховується виходячи з товщини електрода. При роботі з тонким металом рекомендується постійний струм, що має зворотну полярність.
У процесі зварювання утворюється шлак, який знижує міцність шва, і його необхідно періодично збивати. Після охолодження шва виконується його зачистка. Місця, їх розігрівали до високої температури, швидше іржавіють, тому вони вимагають ґрунтовної захисту від корозії.
Газова зварка
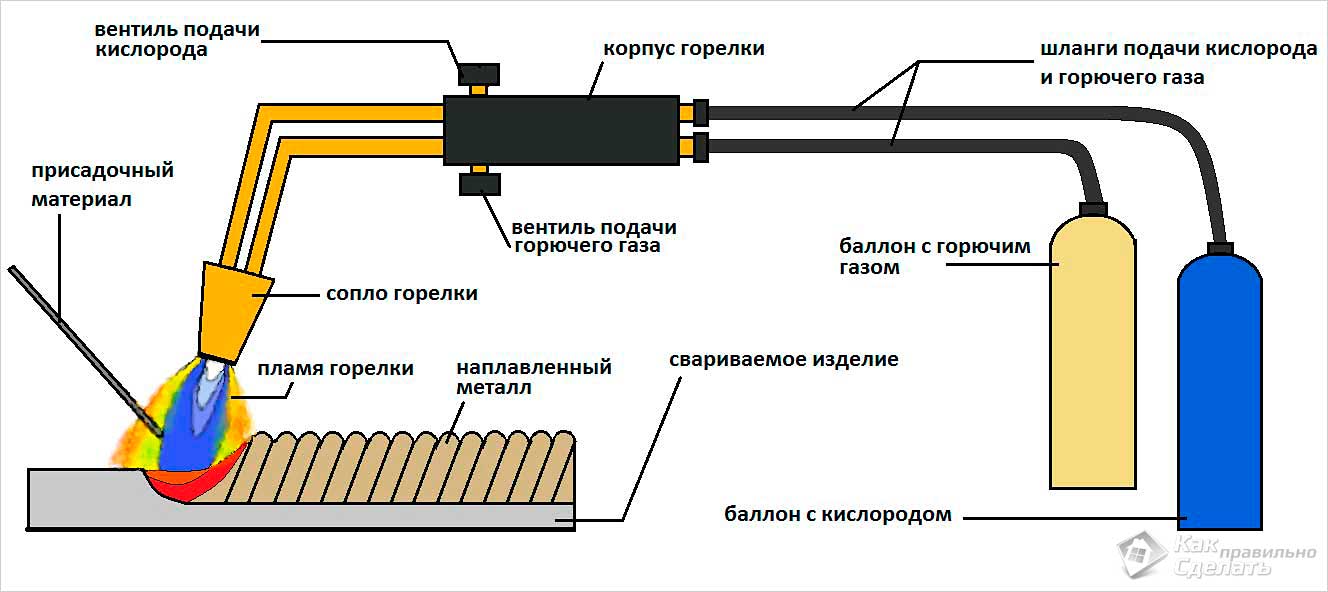

Для роботи необхідно:
- кисневий балон;
- редуктор;
- балон з ацетиленом;
- присадні прутки;
- пальник і наконечники;
- шланги, що забезпечують подачу газу в пальник.
 Зварювання металу
Зварювання металу
Зварювана конструкція вимагає фіксації і очищення поверхні, при товщині металу стінки від 5 мм виконується скіс крайки. Попереднє покриття зварюваних поверхонь флюсом створить плівку, що захищає від окислення, і зробить шов міцніше. Горіння підтримує суміш кисню і ацетилену, в результаті чого розплавлений метал заповнює зазор. Такий метод має менше поширення із-за того що він більш дорогий, а робота з газовим обладнанням більш небезпечна, і вимагає професійної підготовки газозварника.
Поліпшити його якість дозволяє присадка, яка підбирається спеціально для цих цілей. Для труб з тонкими стінками застосовується метод зварювання «справа наліво». Присадний пруток подається попереду пальника. Рівномірне розплавлення присадки і кромок дозволяє сформувати надійний і акуратний шов. Покриття шва флюсом створює плівку, що захищає від окислення. Труби з товстими стінками з’єднують швом «зліва направо», присадка знаходиться за пальником. Після охолодження шов потребує доопрацювання. Кожен етап вимагає перевірки геометрії, при виявленні перекосів необхідно вирівняти конструкцію.
Газові пальники краще не застосовувати для з’єднання тонкостінних профільних труб встик з-за високої температури, так як розплавляються і деформуються кромки виробів.
Газова зварювання більш витратний метод, так як купівля ацетилену значно дорожче використовуваного для дугового зварювання електрики. Але у відсутність джерела електроживлення вона стає незамінною.
Контактна зварювання

Такий метод не має широкого поширення в побуті і використовується тільки професійними зварниками. Він застосовується в місцях, де встановлено спеціальне обладнання. Цей складний вид зварювання виконується за рахунок тиску електродів на деталі і при одночасному пропусканні електричного струму. Процес відбувається без використання присадок. Контактна зварювання забезпечує надійне з’єднання крайок. Пластична деформація від стиснення і короткочасне збільшення температури від пропускання струму, формують нероз’ємне з’єднання металу.
Корисні поради
 Міцний каркас з профільної труби
Міцний каркас з профільної труби
Зварювання профільних труб своїми руками має кілька секретів:
Маючи невеликий досвід роботи зі зварювальним апаратом, ви без проблем зваріть необхідну конструкцію з профільних труб. Відео з поясненнями від професійних зварювальників допоможуть розібратися з деталями.
Відео
У цьому відео показано як проводиться напівавтоматичне зварювання профільних труб зварювальної дротом:
Це відео не носить навчальний характер. Показаний метод дозволяє без навику приварити досить тонкий профіль встик, не пропалюючи його:





